




Secrets of the Hot Runner System: How Meto Achieves 0.3 Percent Weight Variation in 48 Cavity Preform Molds
Secrets of the Hot Runner System: How Meto Achieves 0.3 Percent Weight Variation in 48 Cavity Preform Molds
Weight variation is the enemy of preform quality. When cavities produce preforms of different weights, the production line must run heavier than necessary to protect the lightest cavity. Material is wasted. Bottle quality varies. Reject rates rise.
The heart of weight consistency is the hot runner system. A well designed hot runner delivers the same amount of molten PET to every cavity, at the same temperature, at the same pressure, at the same time. A poorly designed hot runner creates imbalance. Some cavities receive more material. Some receive less. Weight variation follows.
Meto has achieved cavity to cavity weight variation of 0.3 percent or less in 48 cavity preform molds. This article reveals the hot runner design principles that make this possible.
Part 1: What Is a Hot Runner System
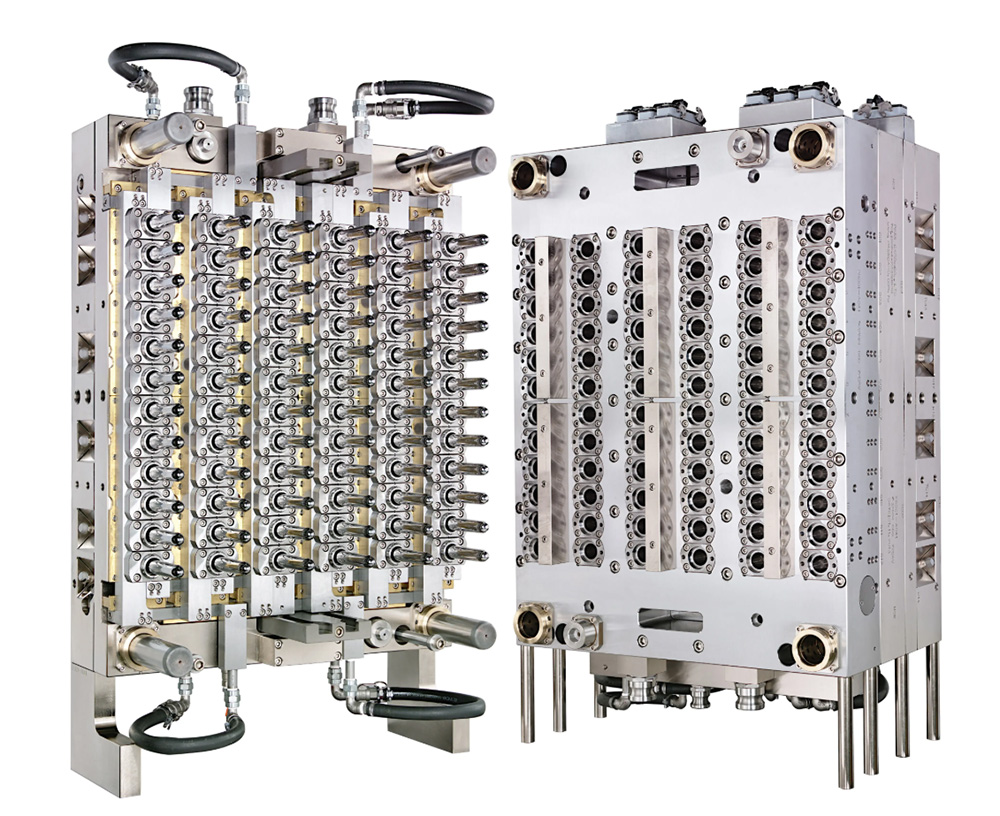
A hot runner system is the network of heated channels that carries molten plastic from the injection machine nozzle to each cavity. The system includes a manifold with internal flow channels, nozzles that deliver plastic to each cavity, heaters and temperature controllers to maintain uniform melt temperature, and valve gates that open and close to control fill.
Unlike cold runners, the plastic in a hot runner never solidifies. It stays molten cycle after cycle. There is no runner waste. But the complexity is much higher. Keeping the melt balanced across 48 cavities is a significant engineering challenge.
Part 2: Why Weight Variation Happens
Weight variation has several causes. The hot runner is the most common.
Flow path length differences are a major cause. In a 48 cavity mold, some cavities are close to the main inlet. Some are far away. Melt naturally flows more easily to the closer cavities. Without correction, closer cavities receive more material.
Temperature variation across the manifold is another cause. Melt viscosity changes with temperature. Hotter melt flows more easily. Cooler melt flows with more resistance. If some nozzles are hotter than others, fill varies.
Valve gate timing differences also matter. Valve gates open and close to control fill. If some gates open later or close earlier, those cavities receive less material.
Nozzle diameter and clearance variations also affect flow. Small differences in nozzle geometry create flow differences.
Part 3: The Meto Approach to Hot Runner Design
Meto uses a four part approach to achieve 0.3 percent weight variation.
First, computer flow simulation before manufacturing. Meto models the entire hot runner system digitally. The simulation shows how melt flows to each cavity. It identifies imbalances before any steel is cut. Engineers adjust runner diameters and lengths until the simulation shows balanced flow.
Second, precision manifold manufacturing. The manifold is machined on CNC equipment with tolerance of plus or minus 0.01 millimeters. Flow channels are polished to reduce resistance. All flow paths are verified before assembly.
Third, individual nozzle temperature control. Each nozzle has its own heater and thermocouple. Temperature is controlled independently. This compensates for small variations in heat loss across the manifold.
Fourth, sequential valve gate timing. The valve gates do not all open at the same time. Cavities farther from the main inlet open earlier. Cavities closer to the inlet open later. This compensates for flow path length differences.
Part 4: Flow Simulation for Balance
Meto uses advanced flow simulation software for every 48 cavity hot runner design.
The simulation begins with a 3D model of the manifold. The model includes all flow channels, nozzles, and gates. The engineer inputs material properties for PET at typical processing temperatures. The simulation calculates melt flow rate to each cavity.
The simulation output shows fill time for each cavity, pressure drop across each flow path, temperature distribution across the manifold, and predicted cavity to cavity weight variation.
If the simulation shows imbalance, the engineer adjusts runner diameters, runner lengths, or both. The simulation runs again. This repeats until the predicted weight variation is below 0.3 percent.
Only then does Meto begin manufacturing.
Part 5: Manifold Manufacturing Precision
A balanced design is useless if the manifold is not manufactured precisely.
Meto machines manifolds on 5 axis CNC equipment. Positioning accuracy is plus or minus 0.005 millimeters. Flow channel diameters are held to plus or minus 0.01 millimeters. Flow channel surfaces are polished to Ra 0.2 microns or better. This smooth surface reduces flow resistance and prevents material degradation.
After machining, every manifold undergoes flow testing. Water or oil is pumped through each channel. Flow rate is measured and compared to the design specification. Any channel showing flow deviation is corrected or the manifold is rejected.
Part 6: Individual Nozzle Temperature Control
Temperature affects melt viscosity. Consistent temperature means consistent flow.
Meto uses individual heaters and thermocouples on every nozzle. Each nozzle has its own temperature control loop. The target temperature can be set independently for each nozzle.
During production, the control system maintains each nozzle within plus or minus 1 degree Celsius of the setpoint. This tight control compensates for small variations in heat loss. Cavities near the edge of the mold may lose more heat. Their nozzles can be set slightly hotter to compensate.
Temperature data is logged. If a nozzle shows drift, the operator is alerted before the drift affects quality.
Part 7: Sequential Valve Gate Timing
Sequential valve gate timing is the most powerful tool for balancing a 48 cavity hot runner.
The concept is simple. Cavities farther from the main inlet need more time to fill. Their valve gates open earlier. Cavities closer to the main inlet fill faster. Their valve gates open later. By adjusting the timing, the engineer ensures that all cavities finish filling at the same time.
Meto uses a control system that allows individual timing for each valve gate. Timing can be adjusted in milliseconds. The typical sequence for a 48 cavity mold has the farthest cavities opening first, then the next farthest, and so on, with the closest cavities opening last.
The timing sequence is developed during trial molding. Engineers run the mold, measure preform weights, adjust timing, and repeat until weight variation falls below 0.3 percent. The final timing settings are saved and used for every production run.
Part 8: Nozzle Design and Maintenance
Even with perfect design and timing, nozzle condition affects weight consistency.
Meto nozzles are designed for easy maintenance. The nozzle tip and valve pin can be removed and cleaned without disassembling the entire manifold. This is important because carbon buildup on the valve pin or nozzle tip changes flow characteristics.
Meto recommends cleaning nozzles every 500,000 to 1,000,000 cycles depending on material and processing conditions. A maintenance log tracks when each nozzle was last cleaned.
Worn valve pins are replaced preventively. A worn pin may not seat fully, causing leakage or inconsistent fill. Meto supplies replacement pins with every mold.
Part 9: Trial Molding for Verification
Design and simulation are not enough. Every 48 cavity mold undergoes trial molding to verify weight consistency.
The trial molding process runs as follows. The mold is mounted on a production grade injection machine. The machine runs until thermal equilibrium is reached, typically 30 to 60 minutes. Operators collect 10 consecutive shots. Every preform from every cavity is weighed. The average weight for each cavity is calculated. The variation between the heaviest and lightest cavity is calculated.
If variation exceeds 0.3 percent, engineers adjust valve gate timing, nozzle temperatures, or both. Another 10 shots are collected and measured. This repeats until variation is 0.3 percent or less.
The final trial molding report shows weight data for every cavity. This report is provided to the customer.
Part 10: Real Data from a 48 Cavity Meto Mold
Here is actual data from a recent 48 cavity preform mold built by Meto for a water bottler in Southeast Asia.
Preform weight target was 18 grams. Number of cavities was 48. Hot runner type was valve gate with sequential timing.
After trial molding, the measured weights were as follows. The lightest cavity produced 17.94 grams. The heaviest cavity produced 18.00 grams. The average weight was 17.97 grams. Weight variation was 0.06 grams. As a percentage, variation was 0.33 percent. This met the 0.3 percent target.
The customer reported after 6 months of production that weight variation remained under 0.35 percent. No rebalancing had been needed.
Part 11: Comparison with Industry Standards
Industry typical weight variation for 48 cavity preform molds varies by supplier quality.
Low cost suppliers often achieve 1.0 to 1.5 percent weight variation. They may not use flow simulation. They may not use individual nozzle temperature control. They may not use sequential valve gate timing.
Mid tier Asian suppliers typically achieve 0.6 to 0.9 percent variation. They use basic flow simulation and standard hot runner controls. Sequential timing is not always used.
Premium European suppliers typically achieve 0.4 to 0.6 percent variation. They use advanced simulation, individual temperature control, and sequential timing.
Meto achieves 0.3 to 0.4 percent variation, which is at or below premium European levels.
Part 12: Factors Beyond the Hot Runner
The hot runner is the most important factor for weight consistency. But other factors also matter.
Cavity dimensions must be consistent. If one cavity is machined larger than another, it will produce a heavier preform even with perfect hot runner balance. Meto uses CMM inspection to verify cavity dimensions.
Cooling uniformity affects density and therefore weight. If one cavity cools faster, the preform may be denser and heavier. Meto uses thermal imaging to verify cooling uniformity.
Process stability at the customer facility matters. If the injection machine has shot to shot variation, even the best mold will show weight variation. Meto advises customers on machine maintenance and process control.
Part 13: Maintaining Weight Consistency Over Time
Weight consistency is not only achieved at delivery. It must be maintained.
Meto recommends regular maintenance to preserve hot runner balance. Nozzle tips should be cleaned every 500,000 cycles. Valve pins should be inspected and replaced as needed. Temperature sensors should be calibrated annually. Cooling channels should be cleaned to maintain uniform mold temperature.
If weight variation increases over time, the hot runner may need rebalancing. Meto provides rebalancing services. An engineer analyzes current weight data, adjusts valve gate timing and nozzle temperatures, and restores the original 0.3 percent performance.
Part 14: Cost Benefit of Low Weight Variation
Why does 0.3 percent matter? The answer is material cost.
Consider a 48 cavity mold producing 18 gram preforms at 50 million preforms per year. With 0.3 percent weight variation, the line can run at an average weight of 18.05 grams. The lightest cavity is still above the minimum acceptable weight.
With 1.0 percent weight variation, the line must run at an average weight of 18.18 grams to protect the lightest cavity.
The difference is 0.13 grams per preform. Over 50 million preforms, that is 6,500 kilograms or 6.5 tons of PET per year. At 1,000 US dollars per ton, the annual savings from lower weight variation is 6,500 US dollars.
Over a 5 year mold life, the savings exceed 30,000 US dollars. This is more than the cost difference between a basic hot runner and a precision hot runner. Low weight variation pays for itself.
Part 15: Common Hot Runner Problems and Solutions
Problem one is weight variation increasing over time. The cause is often carbon buildup on valve pins or nozzle tips. The solution is cleaning nozzles and replacing worn pins.
Problem two is inconsistent fill at startup. The cause is temperature drift during warm up. The solution is longer warm up time and verifying all zones are at setpoint before starting production.
Problem three is gate vestige or stringing. The cause is valve pin timing or worn pin tip. The solution is adjusting valve gate close timing or replacing the pin.
Problem four is one cavity consistently different from others. The cause is a blocked nozzle or damaged valve pin. The solution is inspecting and cleaning that specific nozzle.
Part 16: Meto Hot Runner Guarantee
Meto guarantees cavity to cavity weight variation of 0.3 percent or less for all 48 cavity preform molds. This guarantee is verified by trial molding before shipment. The trial molding report shows the actual weight data.
If a Meto mold fails to achieve 0.3 percent weight variation at the customer facility under normal operating conditions, Meto will rebalance the hot runner at no cost. This guarantee gives customers confidence that the advertised performance is real.
Part 17: Conclusion
Achieving 0.3 percent weight variation in a 48 cavity preform mold is not an accident. It requires flow simulation to design for balance, precision manufacturing to build the design, individual nozzle temperature control to compensate for heat loss, sequential valve gate timing to balance fill times, and trial molding to verify performance.
Meto has mastered each of these elements. The result is a hot runner system that delivers consistent preform weight, cavity after cavity, cycle after cycle. Lower material cost. Better bottle quality. Fewer rejects.
If you are looking for a preform mold that delivers true cavity to cavity consistency, ask about Meto hot runner technology.
Contact Meto today to discuss your preform mold requirements. Ask about our 0.3 percent weight variation guarantee. See trial molding data from actual 48 cavity molds.

Ruby
We can provide you with high-quality PET preform molds,cap molds,and blow molding machines.Looking forward to communicating and cooperating with you!
Helpline and Support
008613757660057